数控六面钻搭配开料机效率高还是PT5高速钻切中心效率高
板式家具生产中对板材进行加工处理的工艺主要包括正反面钻孔,正反面拉槽,切割,封边,侧面钻孔等,目前国内处理这些工艺都需要多台设备搭配解决。
主要单机设备搭配方案有①
数控开料机+封边机+侧孔机,②电子锯+封边机+六面钻,③
数控开料机+封边机+六面钻,④PT5高速钻切中心+侧孔封边机等,每种搭配方案解决这些工艺的顺序和效率都有差别。
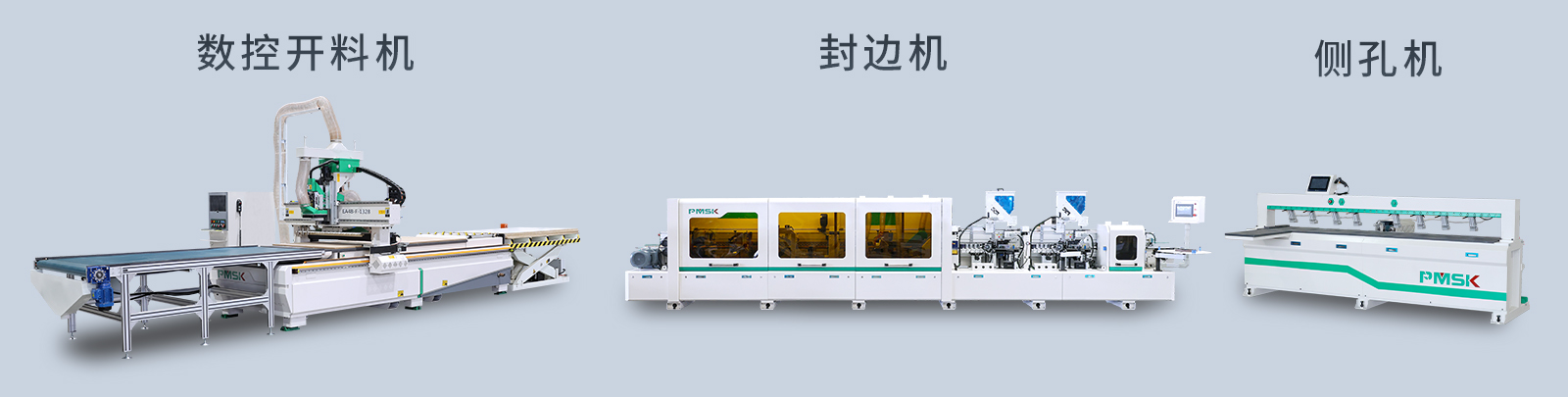
第一种方案:
数控开料机+封边机+侧孔机,
开料机对板材需要进行正反面钻孔,正反面拉槽,切割,然后封边机封边,侧孔机打侧孔,这种搭配方案前端的
开料机需要对板材进行正反面加工,需要翻板,整体加工效率不高,9小时产量在50张板材左右。
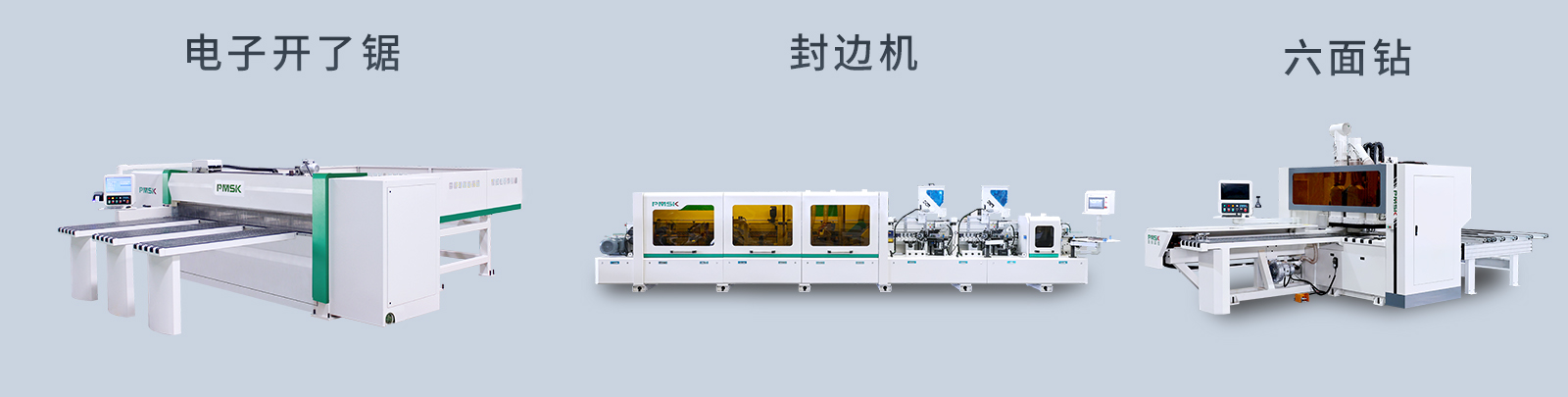
第二种方案:电子据+封边机+六面钻,电子据对板材进行切割,封边机封边,六面钻对板件进行六面钻孔,正反面拉槽,这种搭配方案的效率取决于六面钻的产量,六面钻9小时产量大概在80张板材左右,但是这种打配方案由于电子锯只能进行直线切割,很多定制牵扯到的异形板件需要单独想办法解决。
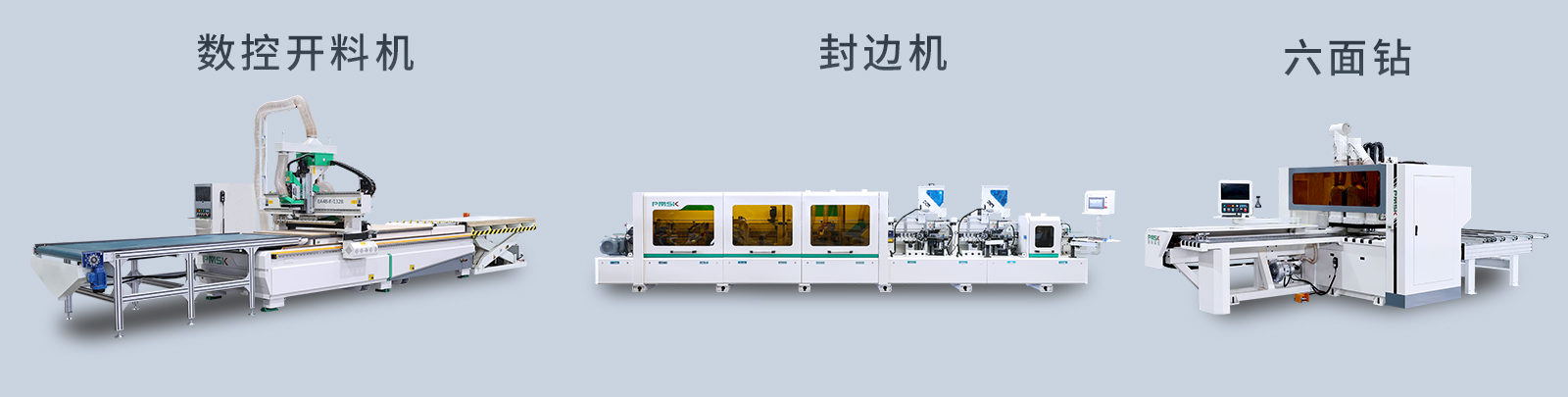
第三种方案:
数控开料机+封边机+六面钻,前端
开料机只对板材进行切割,封边机封边,六面钻加工板件所有的孔和槽,开料纯切割的9小时可以加工到120张板材,但是六面钻加工产量在80张板材左右,所以这套搭配方案的效率在80张板材左右。
第四种方案:品脉PT5高速钻切中心+侧孔封边机,前端高速钻切中心对板材进行贴标,正反面钻孔拉槽,切割下料,三区域同步进行加工,后端侧孔封边机进行封边打侧孔,9小时加工产量在140张板左右,这套生产线方案相比前三套方案,需要的人工更少,效率更高,也是目前市面上单机设备搭配方案里面效率高的。





